Przecinarki CUTTER 90, CUTTER 110 służą do cięcia plazmą powietrzną blach i elementów stalowych, aluminiowych i miedzianych. Są to urządzenia inwertorowe, produkowane z najbardziej zaawansowanych technologicznie podzespołów wykonanych w technologii IGBT. Zastosowanie techniki inwertorowej spowodowało znaczne zmniejszenie wymiarów oraz masy urządzeń, co umożliwia ich eksploatację w miejscach szczególnie trudnodostępnych.

Przecinarka plazmowa Cutter 90
Konstrukcja i panele czołowe dla CUTTER 90 i CUTTER 110 są identyczne, urządzenia różnią się jedynie parametrami oraz uchwytami do cięcia.
4. PARAMETRY TECHNICZNE
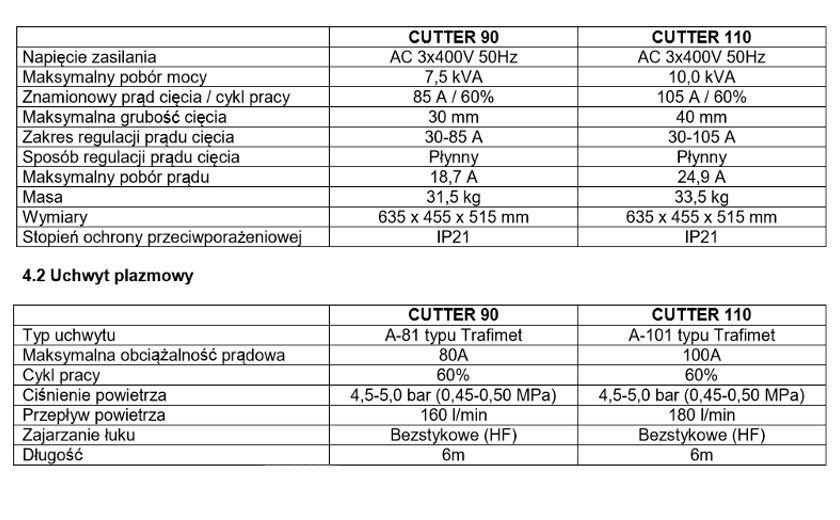
Maksymalna grubość cięcia Wartość maksymalnej grubości cięcia ustalona została w optymalnych warunkach cięcia stali węglowej zwykłej jakości. W celu doboru właściwego urządzenia zaleca się wykonanie prób technologicznych w rzeczywistych warunkach pracy oraz na przykładowej próbce materiału.
Cykl pracy Cykl pracy bazuje na okresie 10-minutowym. Cykl pracy 60% oznacza, że po 6 minutach pracy urządzenia jest wymagana 4-minutowa przerwa. Cykl pracy 100% oznacza, że urządzenie może pracować w sposób ciągły, bez przerw. Uwaga! Badania nagrzewania zostały przeprowadzone w temperaturze otaczającego powietrza. Cykl pracy przy 40ºC został wyznaczony przez symulację.
Stopień ochrony IP określa w jakim stopniu urządzenie jest odporne na przedostawanie się do wewnątrz zanieczyszczeń stałych i wodnych. IP21 oznacza, że urządzenie jest przystosowane do pracy w pomieszczeniach zamkniętych i nie nadaje się do stosowania na deszczu lub śniegu.
5. BUDOWA I DZIAŁANIE
Podstawą budowy układu przetwarzania energii elektrycznej przecinrki są układy elektroniczne wykonane w technologii IGBT umożliwiające pracę w zakresie częstotliwości powyżej 200 kHz. Zasada działania polega na wyprostowaniu napięcia jednofazowej sieci zasilającej na napięcie stałe, przekształceniu otrzymanego napięcia stałego na przebieg prostokątny wysokiej częstotliwości, transformacji napięcia w zakres wymagany przez proces cięcia i ponownym wyprostowaniu otrzymanego napięcia na napięcie stałe.
6. PRZYŁĄCZENIE DO SIECI ZASILAJĄCEJ
1. Urządzenia powinny być użytkowane wyłącznie w układzie zasilania trójfazowym, czteroprzewodowym, z uziemionym punktem zerowym.
2. Przecinarka plazmowa CUTTER 90 jest przystosowana do współpracy z siecią 3x400V 50 Hz zabezpieczoną bezpiecznikami 16A o działaniu zwłocznym, a CUTTER 110 jest przystosowana do współpracy z siecią 3x400V 50 Hz zabezpieczoną bezpiecznikami 25A o działaniu zwłocznym. 3. Urządzenie wyposażone jest w przewód i wtyk zasilający. Przed podłączeniem zasilania należy upewnić się, czy przełącznik zasilania (7) jest w pozycji OFF (wyłączony).
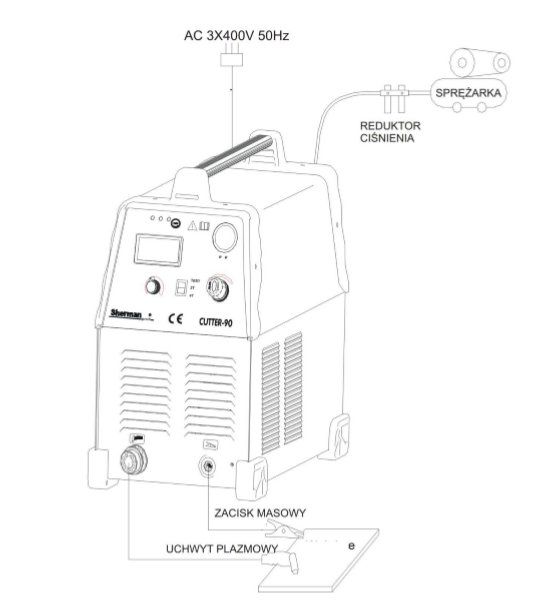
Rys. 1. Schemat podłączenia urządzenia
6.1 Podłączenie przewodów zasilających do wtyku sieciowego
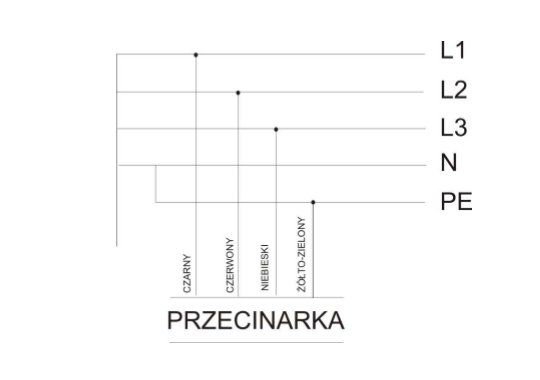
Przewód żółto-zielony (przewód ochronny) należy podłączyć do wtyku sieciowego w miejsce oznaczone symbolem „PN” bądź „N”. Przewody czarny, czerwony, niebieski są przewodami doprowadzającymi zasilanie do urządzenia (fazowymi) i należy podłączyć do wtyku sieciowego w miejsca oznaczone symbolami L1, L2, L3 bądź R1, S2, T3. Kolejność podłączenia przewodów fazowych do wtyku w oznaczone miejsca jest dowolna i nie powoduje zmian w pracy urządzenia.
7. PRZYŁĄCZENIE DO INSTALACJI POWIETRZNEJ
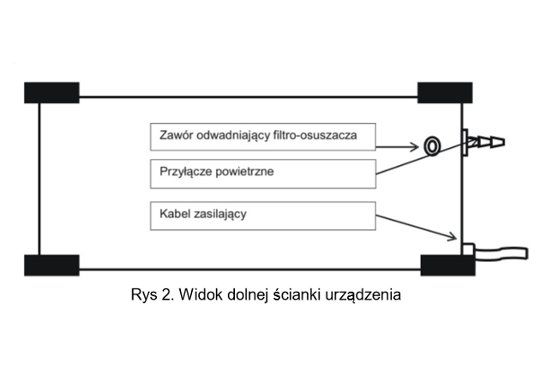
Wewnątrz urządzenia znajduje się zespół przygotowania powietrza składający się z reduktora z manometrem oraz filtro-osuszacza. Filtro-osuszacz wyposażony jest w automatyczny zawór odwadniający, którego wylot znajduje się w dolnej ściance urządzenia. Opróżnianie filtro-osuszacza następuje samoczynnie po odcięciu (odłączeniu) z instalacji pneumatycznej lub ewentualnym spadku ciśnienia do wartości „0”. . Urządzenie powinno być umieszczone w taki sposób na podłożu, ażeby umożliwiało swobodny wypływ cieczy. Pojawienie się wypływającej cieczy spod urządzenia jest normalnym objawem i sygnalizuje prawidłowe działanie zaworu odwadniającego. Filtro-osuszacz nie wymaga dodatkowej obsługi użytkownika, należy jedynie okresowo dokonywać jego kontroli.. Sprężone powietrze należy podłączyć do króćca wlotowego (12) na tylnej ściance urządzenia.
Rys 2. Widok dolnej ścianki urządzenia
8. OPIS FUNKCJI PRZEŁĄCZNIKÓW I POKRĘTEŁ
Przygotowane do pracy urządzenie załącza się łącznikiem (7) znajdującym się na tylnej ściance. Włączenie przecinarki sygnalizowane jest zapaleniem się diody (2) Ustawienie prądu cięcia dokonuje się pokrętłem (10). Wartość ustawionego prądu wskazuje wyświetlacz (11) Pokrętłem (6) reguluje się ciśnienie powietrza. Wartość ciśnienia wskazuje manometr (5). Opcjonalny przełącznik (13) służy do wyboru trybu sterowania przecinarką (dwutakt / czterotakt). Pozycja TEST służy do sprawdzenie prawidłowości działania instalacji powietrznej oraz jej czyszczenia. Rozpoczynając pracę urządzenia po jego nocnym postoju należy przedmuchać przez około 30 sekund uchwyt plazmowy przecinarki w trybie TEST w celu usunięcia skroplin z obwodu. Proces ten wydłuży czas pracy części eksploatacyjnych oraz ułatwi rozruch przecinarki. Dioda (1) wskazuje przegrzanie lub nieprawidłową pracę przecinarki np. spadek napięcia zasilania, zwarcie, uszkodzenie. Dioda (3) sygnalizuje brak zasilania powietrzem lub spadek ciśnienia powietrza poniżej 1,8 bara.
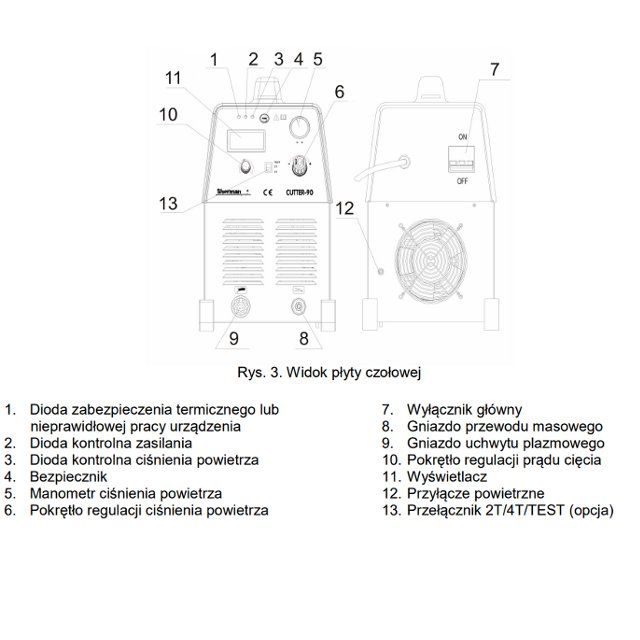
Rys. 3. Widok płyty czołowej
1. Dioda zabezpieczenia termicznego lub nieprawidłowej pracy urządzenia 2. Dioda kontrolna zasilania 3. Dioda kontrolna ciśnienia powietrza 4. Bezpiecznik 5. Manometr ciśnienia powietrza 6. Pokrętło regulacji ciśnienia powietrza
7. Wyłącznik główny 8. Gniazdo przewodu masowego 9. Gniazdo uchwytu plazmowego 10. Pokrętło regulacji prądu cięcia 11. Wyświetlacz 12. Przyłącze powietrzne 13. Przełącznik 2T/4T/TEST (opcja)
9. ZABEZPIECZENIE PRZED PRZEGRZANIEM
Źródło prądu wyposażone jest w termiczny, samoczynny wyłącznik przeciążeniowy. Gdy temperatura przecinarki będzie zbyt wysoka, zabezpieczenie odłączy prąd cięcia i zapali się dioda sygnalizująca przegrzanie (1). Po opadnięciu temperatury nastąpi automatyczny reset wyłącznika.
10. CIĘCIE PLAZMĄ POWIETRZNĄ
10.1. Przygotowanie urządzenia do pracy
Połączyć urządzenie ze źródłem sprężonego powietrza. Powietrze powinno być suche i pozbawione oleju. (Jeżeli powietrze ze sprężarki zawiera olej lub wodę należy instalację powietrzną wyposażyć w dodatkowy osuszacz powietrza i filtr). Ustawić właściwe ciśnienie powietrza. Podłączyć przewód masowy do elementu ciętego. Podłączyć wtyczkę urządzenia do gniazda sieciowego 3x400V 50Hz.
10.2. Ustawianie parametrów cięcia
Pokrętłem (6) ustawić żądaną wartość prądu cięcia.
10.3. Inicjacja łuku i prowadzenie cięcia
Urządzenia wyposażone w opcjonalny przełącznik sterowania pracą źródła 2T/4T/TEST mogą być sterowane w trybie dwutaktu lub czterotaktu. Urządzenia niewyposażone w ten przełącznik pracują w trybie dwutaktu. .Aby zajarzyć łuk w trybie dwutaktu należy zbliżyć uchwyt do ciętego elementu i w zależności od grubości ciętego materiału lekko go dotykając lub utrzymując go w odległości ok. 2 mm włączyć przycisk na uchwycie. Nastąpi zajarzenie łuku między elektrodą a dyszą uchwytu, przy jednoczesnym otwarciu zaworu powietrznego, co spowoduje wydmuchanie na zewnątrz dyszy łuku pilotującego. W przypadku gdy dysza jest w kontakcie lub w odpowiedniej odległości od elementu przeznaczonego do cięcia nastąpi zajarzenie łuku głównego, a tym samym rozpocznie się proces cięcia, który będzie trwał do momentu zwolnienia przycisku na uchwycie. W trybie czterotaktu inicjacja łuku następuje analogicznie jak w trybie dwutaktu, jednak po zajarzeniu łuku można zwolnić przycisk na uchwycie i prowadzić cięcie ze zwolnionym przyciskiem. Aby zakończyć cięcie należy ponownie nacisnąć i zwolnić przycisk na uchwycie. UWAGA !! Nie włączać przycisku w odległości większej niż 2 mm od materiału ciętego. Jeśli łuk nie zajarzy się w ciągu 2 sekund, należy zwolnić przycisk. Uruchomienie jonizatora na czas dłuższy niż 2 sekundy grozi uszkodzeniem jonizatora !!
W celu uniknięcia zakłóceń jarzenia się łuku w trakcie cięcia przesuwanie uchwytu względem materiału powinno być równomierne, a dysza uchwytu powinna być ułożona prostopadle do elementu ciętego, w stałej odległości od niego. W przypadku przerwania jarzenia się łuku w trakcie cięcia, należy zwolnić i następnie nacisnąć przycisk na uchwycie, nastąpi ponowne zajarzenie łuku pilotującego. Prawidłową ocenę prędkości cięcia wydaje się na podstawie oceny kąta, przy którym cięty materiał wyrzucany jest po stronie jego dolnej krawędzi, a także na podstawie obserwacji strumienia materiału oraz ciętej powierzchni. Najlepsze rezultaty cięcia otrzymuje się stosując maksymalne dopuszczalne prędkości. W przypadku, gdy prędkość cięcia jest za duża, strumień nie jest w stanie dostatecznie stopić metalu i wyrzucić go na zewnątrz elementu ciętego, co może spowodować skierowanie się części stopionego metalu ku dyszy, a co za tym idzie doprowadzić do poważnej awarii. W przypadku cięcia cienkich blach i aluminium cięcie powinno zaczynać się wolno, aby prawidłowo spenetrować materiał. Szybkość cięcia można zwiększyć po przeniknięciu łuku przez dolną krawędź ciętego materiału. Podczas normalnej pracy dystans uchwytu powinien wynosić od 0 do 2 mm. Nie zaleca się włączania łuku pilotującego bez zamiaru cięcia, gdyż powoduje to niepotrzebne zużywanie się elektrody i dyszy. W przypadku rozbłysków łuku lub gdy jego płomień będzie zielony albo łuk będzie emitował jakikolwiek nienormalny odgłos należy natychmiast wyłączyć urządzenie i sprawdzić stan części zużywających się. Cięcie można przerwać poprzez zwolnienie przycisku w uchwycie lub przez gwałtowne oderwanie uchwytu od materiału. Po zwolnieniu przycisku na uchwycie nastąpi natychmiastowe zgaśnięcie łuku, a po kilkunastu sekundach wyłączenie przepływu sprężonego powietrza. Opóźnienie w wyłączeniu przepływu sprężonego powietrza ma na celu schłodzenie rozgrzanych elementów uchwytu.
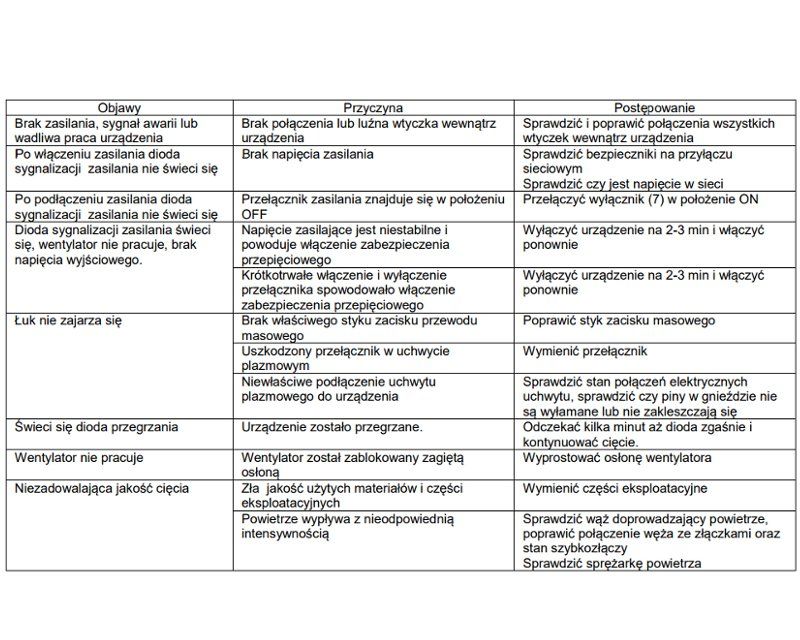
11. ZANIM WEZWIESZ SERWIS
W przypadku nieprawidłowego funkcjonowania urządzenia, przed wysłaniem przecinarki do serwisu należy sprawdzić listę podstawowych awarii i spróbować samodzielnie je usunąć. Wszelkie naprawy urządzenia mogą być dokonywane wyłącznie po odłączeniu wtyczki z gniazdka zasilającego. Uwaga! Urządzenie nie jest plombowane i użytkownik może zdjąć obudowę przecinarki w celu usunięcia drobnych awarii.