
Cześć
W dzisiejszym artykule opiszę podstawowe informacje o szczypcach ręcznych. Są to narzędzia, obok młotków i śrubokrętów najczęściej wykorzystywane w wszelkiego rodzaju pracach .
Konstrukcja szczypiec opiera się na wykorzystaniu dźwigni, która pozwala zamienić niewielką siłę zacisku na zdecydowanie większą siłę, która pojawia się na szczękach i pozwala efektywnie ściskanie lub cięcie.
Im dłuższe kamiona szczypiec tym siła zaciskania jest większa. W przypadku szczypiec, w których wymagana jest znaczna siła zacisku, odległość od rękojeści do złącza musi być większa, a odległość od złącza do szczęk lub ostrzy musi być możliwie jak najmniejsza.
Jednak w wielu przypadkach moc jest aż tak ważna. Przykładowo w narzędziach przeznaczonych dla elektryków i elektroników, ważne jest przystosowanie tych narzędzi do pracy w trudno dostępnych miejscach, lub ergonomia rękojeści.
Pierwsze szczypce zaczęto wytwarzać w drugim tysiącleciu p.n.e.. Czyli do czasów kiedy ludzie rozpoczęli wykuwać żelazo. Szczypce używali kowale i smolarze. Kowalom pozwalały na trzymanie ich podczas kucia na kowadle. Hutnikom na wyciąganie tygli z dymarek i zlewaniu stali do form.

Postać współczesnych szczypiec nie różni się prawie wcale od tych używanych dawniej.
Liczba rodzajów szczypiec wzrastała wraz z rozwojem techniki, a później w związku z wykorzystaniem na skalę masową maszyn. Obecnie wyróżnia się 100 różnych popularnych typów szczypiec. Ilość szczypiec wysoko wyspecjalizowanych wciąż rośnie. Oczywiście takie specjalistyczne narzędzia rzadko pojawiają się w sprzedaży. Najczęściej są one robione ewentualnie przerabiane z standardowych szczypiec i przystosowane do szczególnych operacji. Wytwarza się je w bardzo małych partiach, sięgających czasami kilkadziesiąt sztuk.
Czołowymi producentami w Europie są Knipex, Wiha, Bahco, Gedore, NWS, Facom, Wera, Stanley, Irvin w Polsce Kuźnia, Juko.
Podstawowy podział szczypiec:
Ze względu na kształt szczęk.
Wyróżniamy trzy podstawowe kształty (w przekroju poprzecznym) szczęk: płaskie, półokrągłe i okrągłe. Oprócz nich istnieją również indywidualne kształty do szczególnych zastosowań.
Ze względu na zastosowanie:
Szczypce tnące (szczypce boczne, szczypce czołowe, obcęgi do usuwania gwoździ ). Mają różnego rodzaju krawędzie tnące, bardzo ostre ( ostrza bez skosu ) dla elektroników do cięcia cieńkich przewodów, do obcinania plastikowych nadlewek elementów z wtryskarek – https://domtechniczny24.pl/szczypce-tn%C4%85ce-boczne-do-tworzywa-pcv.html. Ostrza ze skosem do standardowych zastosowań i i ostrza o dużym kącie do cięcia drutu i prętów stalowych.
Szczypce zaciskające, szczypce płaskie, szczypce do rur , szczypce samozaciskowe o różnych kształtach szczęk.
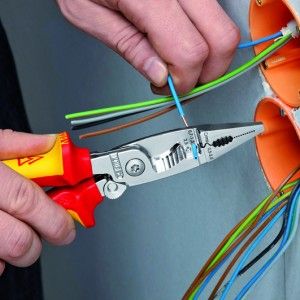
Szczypce uniwersalne, używane zarówno do cięcia, jak i zaciskania. Są to chyba najbardziej popularne narzędzia. Z regułyich szczęki mają licząc od nita mocującego: krawędzie tnące, półkoliste zębate wycięcia do chwytania elementów okrągłych. A na końcu dwie płaskie zębate powierzchnie do chwytania blach. Występują jako: szczypce uniwersalne, szczypce tnące wydłużone, szczypce radiowo-telefoniczne.
Szczypce składają się z trzech części:
1 Dwóch ramion którymi trzyma się narzędzie. Rękojeści powinny być opracowane zgodnie z zasadami ergonomii, tak aby praca szczypcami była pewna i wygodna dla dłoni.
2 Trzpienia łączącego, czyli osi szczypiec. Złącze to musi poruszać się bez żadnego luzu, i jednocześnie nie może być mocno spasowane. Chodi o to, że szczypce bez problemu muszą się zamykać i otwierać jedną ręką. Najczęściej są to nity o specjalnej konstrukcji lub specjalnie profilowane śruby z nakrętką samokontrującą.
3 Szczęk roboczych z hartowanymi powierzchniami. Krawędzie główki powinny być precyzyjnie oszlifowane do odpowiedniego kształtu.
Ze względu na kształt ostrza wyróżniamy:
Szczypce boczne. Popularnie zwane obcinaczkami, których krawędź tnąca jest równoległa do linii ramion i znajduje się blisko brzegu szczypiec. Jest to bardzo szeroka grupa narzędzi o zróżnicowanej długości, różnym kształcie i ostrzach dostosowanych do cięcia w różnych warunkach.

Szczypce środkowe, konstrukcja zapewnia długą żywotność, co skutkuje wysoką wydajnością cięcia. Wymagają jednak większej siły nacisku.
Szczypce tnące czołowe oraz kątowe używane są wtedy, kiedy dostęp do przecinanego elementu jest ograniczony. Krawędzie tnące są prostopadłe lub nachylona pod kątem do ramion. Mogą być także użyte w sytuacji, kiedy zależy nam aby drut został przycięty blisko jakiejś powierzchni.
Wszystkie szczypce są odkuwane ze stali stopowej lub niestopowej. Produkowane szczypce wykonuje się z odkuwek i odpowiednio obrabia. Jako materiał używa sięstali chromo wanadowej lub stali narzedziowej stopowej.Sposób produkcji opisany w oddzielnym artykule.

Ostatni temat będzie dotyczył rękojeści.
Rękojeści muszą za każdym razem spełniać podstawowe zasady ergonomii i funkcjonalności.
Wyróżniamy rękojeści stalowe i z różnego rodzaju tworzyw.
Stalowe rękojeści to nic innego jak właściwie obrobione ramiona pomalowane lub galwanizowane.
Okładziny z tworzyw pełnią funkcję rozpoznawczą, ergonomiczną i ochronną -znaczek 1000V.
Do prac pod wysokim napięciem zawsze należy stosować narzędzia z certyfikatem 1000V spełniającym normy bezpieczeństwa wg norm IEC 60900, DIN EN 60900, VDE0680.
Dla zapewnienia bezpieczeństwa i powtarzalności jakości, szczypce są badane na różne sposoby.
Testy obejmują:

Wytrzymałość dialektryczna
Wszystkie szczypce są sprawdzane indywidualnie. Test pod napięciem 10 000 V AC. Po teście dopuszczone do obrotu pod napieciem 1000 V AC. Daje to 10-krotny margines bezpieczeństwa.

Pomiary na odporność izolacji
Po zanurzeniu w wodzie na 24 h i testuje pod napięciem 10000V przez 3 minuty. Równocześnie mierzone są wszystkie przebicia prądu. Pozwala to wyeliminować możliwość przeskoku iskry z izolacji na nieosłoniętą główkę szczypiec lub możliwość przebić.
Testy materiału izolacyjnego
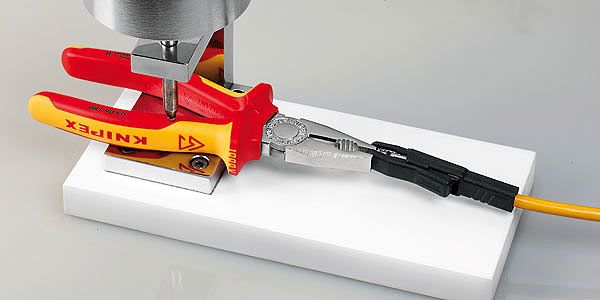
Pod naciskiem 20 N, w temperaturze +70o C i pod napięciem 5 000 V AC rękojeści poddawane są pomiarowi na dielektryczne przebicie izolacji.

Pomiary rękojeści
Test jest wykonywany w temperaturze -25o C. Materiał, z którego wykonano izolację zachowuje twardość potrzebną do przyjęcia uderzenia przyrządu testowego bez pęknięć i rys.

Pomiary na przyleganie
Testowanie przylegania materiału, z którego sporządzono izolację, ma na celu wykazanie trwałej przyczepności izolacji do narzędzia. Test polega na poddawaniu szczypiec sile nacisku 500 N przez 168 h w temperaturze +70o C.
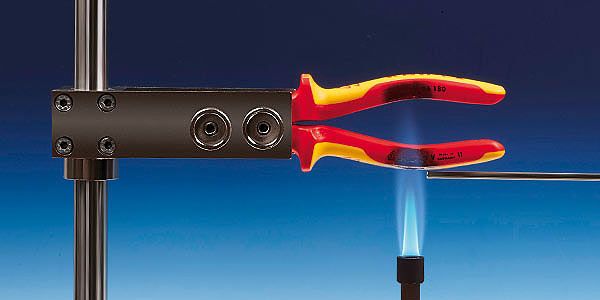
Test palności
Niski wskaźnik palności izolacji likwiduje ryzyko pożaru.